50mm ball valve manufacturer
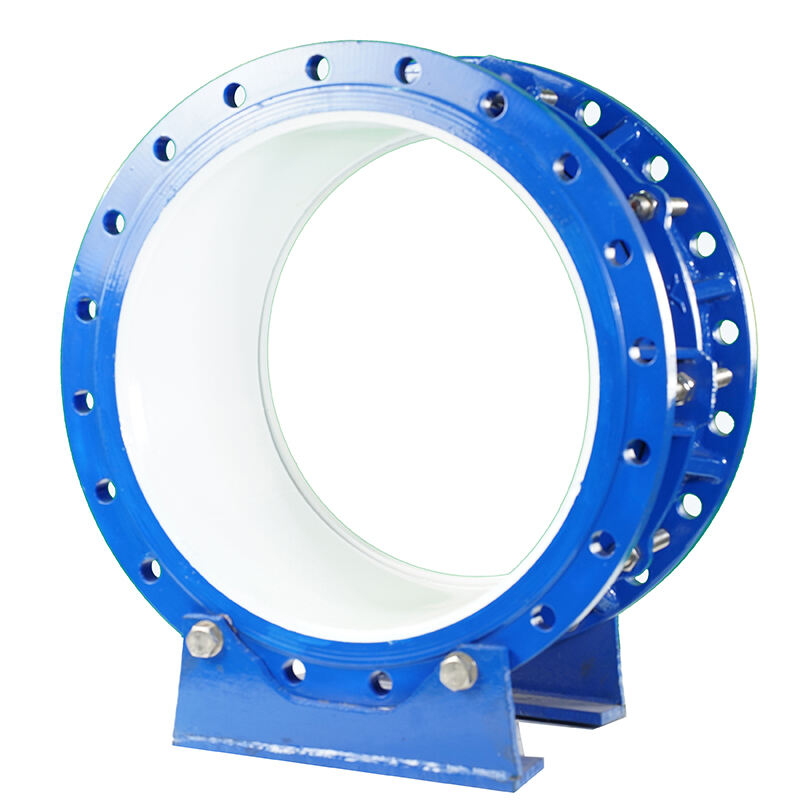
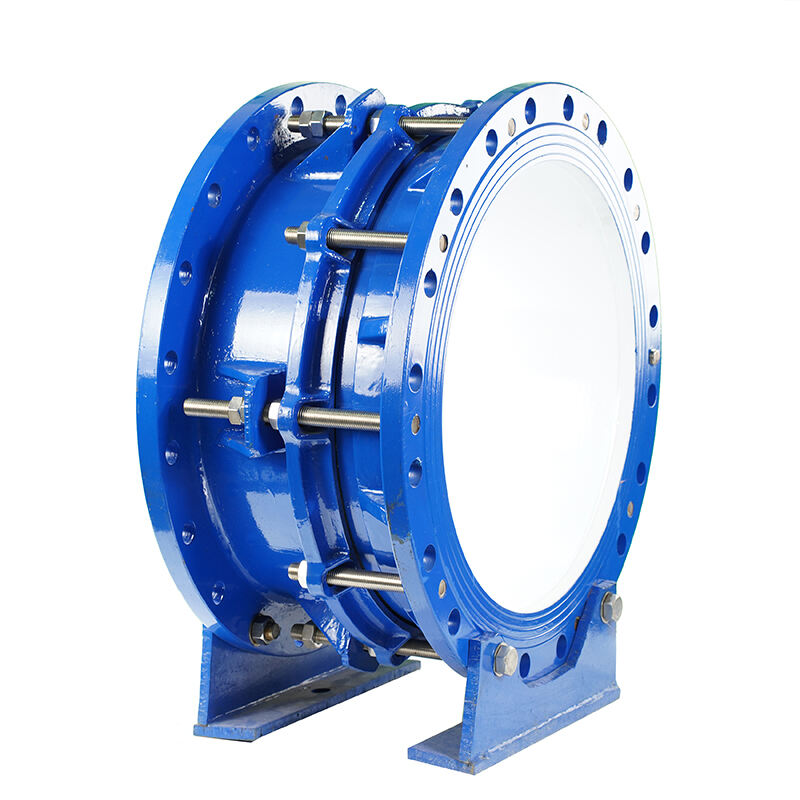
A 50mm ball valve manufacturer represents a cornerstone in industrial fluid control systems, specializing in the production of precision-engineered valves that offer reliable flow control solutions. These manufacturers employ advanced manufacturing processes and quality control measures to produce ball valves that meet international standards and specifications. The 50mm ball valve, particularly notable for its medium-size configuration, provides optimal flow control for various industrial applications. These manufacturers integrate modern manufacturing technologies, including CNC machining and automated testing systems, to ensure consistent product quality. The production facilities typically feature state-of-the-art equipment for precision casting, machining, and assembly processes. Quality assurance protocols include rigorous testing for pressure resistance, seal integrity, and operational reliability. These manufacturers often maintain comprehensive research and development departments focused on innovative design improvements and material engineering. The production line encompasses various valve configurations, including full-port, reduced-port, and special application designs, catering to diverse industry requirements. Many manufacturers also offer customization options to meet specific client needs, including different material choices such as stainless steel, brass, or specialized alloys for corrosive environments.